

New Sanitary Food-Grade Conveyor Combines Dual Lanes of Cup-Size Containers
Press Release Summary:
- Segregates the products prior to a metal detector area
- Provided with motor controls and operator push-button controls
- Made from stainless steel
Original Press Release:
The Case for Chain Drift Parallel Transfer … Including Simplistic 2:1 Combiner
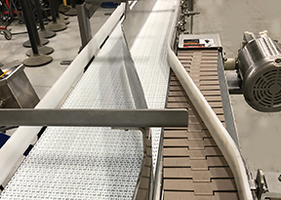
Multi-Conveyor (Winneconne, WI) - Multi-Conveyor recently built a set of sanitary food-grade conveyors that combine dual lanes of cup-size containers to feed an existing metal detector.
The first conveyor section starts at an existing filler discharge that transfers dual lane product on 6-1/2" centers. The 2-lanes travel through a 90 degree curve on side flexing chain, set at precise speeds to facilitate a natural 2-to-1 combiner using a simple angled side rail.
In the video link, Tom Wright, Sales Account Manager at Multi-Conveyor, explains, “This particular area we’ve got a 2-to-1 combiner bringing two lanes of products down to one for one production line. An additional production line coming in and feeding at this point, segregating the products prior to a metal detector area.”
The cups proceed through a second 90 degree curve, then side transfer onto a 12” wide flush grid belt divided into 2 lanes.
The transfer area incorporates a chain drift design as shown in the video. Chain drift is a special option used to help minimize the distance between carry surfaces that are supported by separate conveyor frames requiring seamless parallel transition. Due to a smaller size container base, the chain drift also provides successful transfer assistance while maintaining both required orientation and product rates.
An existing slide chute (not shown in the video) discharges products here from an additional product line. A simple center guide rail provides product separation of the two production lines moving in tandem towards the metal detector infeed.
Motor controls and operator push-button controls are included for each conveyor. Multi-Conveyor worked closely with the customer to accommodate their request for strategically placed push-button controls, mounted at angles they required for sanitation purposes. Tom continues to discuss the operator controls systems.
He explains the unique below-mount stainless steel tray with solid tented lift-off covers houses the system’s wiring. Tom then demonstrates … “With this area, we’ve got a (below-mount) wire tray. We worked with our customer to provide them with a nice, clean sanitary means to cover and protect for their wash down environment. The covers are removable without tools and still give them sanitation aspects for cleaning.”
These hygienic conveyors are stainless steel, wash down constructed per sanitation levels as required for this specific application. NOTE: Product in the containers is for demonstration purposes only.
About Multi-Conveyor
Multi-Conveyor is a leading manufacturer of both pre-engineered standard and uniquely designed custom conveyor solutions for CPGs, End-Users, Integrators, Engineering firms, Automation/Robotics, AI, OEM's and Contract Packagers across multiple markets. Our products are multiple and unique. No single conveyor product defines Multi-Conveyor. We specialize in conveyor systems for packaging or material handling for nearly every industry, product, shape and size. Our customers report they select Multi-Conveyor for concept/design, engineering skills, quality product, best value and prompt delivery.
Watch this brief video with narration for further information: https://youtu.be/0tRW09hrWgk
Contact:
Multi-Conveyor LLC
P O Box 10
Winneconne, WI 54986
1-800-236-7960
info@multi-conv.com
www.multi-conveyor.com
cmiller@multi-conv.com


