The Streamrunner from HASCO Hot Runner Opens The Door to Completely New Design Possibilities in Hot Runner Technology
For over 50 years, elm-plastic GmbH in Dudeldorf/Germany has stood for high-quality, technically sophisticated articles in plastic. With some 100 employees, this mouldmaking and injection moulding company in the Eifel region produces primarily injection moulded parts for the pharmaceutical industry. An existing 500 kN injection moulding machine was to be used for a small DIY-store article. The perfect solution with an optimum opening stroke was provided by the new Streamrunner, with an additive-manufactured manifold block, from HASCO, the Lüdenscheid/Germany-based standard component and hot runner specialist.
Even though elm-plastic’s product range mainly comprises pharmaceutical primary packaging materials and dosage aids for human and veterinary preparations, the company repeatedly works on projects from different areas. These include a product with a highly demanding geometry that is to be sold in DIY stores in future. The HDPE injection moulding is produced on an 8-cavity mould. “The customer calls off batch sizes of 400,000 articles several times a year,” explains Roman Möhs, development manager at elm-plastic. The geometry of the article posed a particular challenge, however. “Our 500 kN injection moulding machine is actually ideally suited to this article with its 8-cavity production,” explains Möhs, “but the permitted installation height is somewhat tight for the application. We had to find a different solution, because switching to the next largest 750 kN machine was not a real alternative.
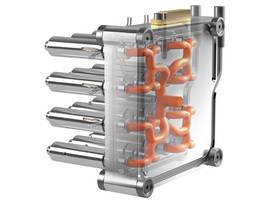
Streamrunner - Compact 3D-printed HASCO hot runner system
The in-house mouldmaking department at elm-plastic, which produces some five to ten moulds itself each year, relies on standard components and hot runner technology from HASCO. Roman Möhs looks back to the last K – the world's leading trade fair for the plastics and rubber industry in Düsseldorf – where the HASCO specialists presented a new development. “The new Streamrunner has indeed made it possible to save 10 mm on the mould thickness for this project, despite the complex installation situation and the demanding gating,” explains Stephan Hatarik, a technical sales engineer at HASCO hot runner. Since the manifold block, which is available on the market exclusively from HASCO, is manufactured in an additive laser sintering process, the complete “hot half” can be produced much more compactly. “This gives us the necessary space for the opening stroke to ensure reliable demoulding,” says Möhs, “and we also have a certain reserve when it comes to the installation height and ejector stroke, etc.” This would have been almost impossible with a conventional standard hot runner, the development manager stresses. “And 10 mm is really a lot for a cylindrical article with a length of 25 mm,” he adds.
A further key advantage of the 3D-printed manifold is that the flow channels can be freely designed to suit the precise requirements, thus ensuring an optimally balanced design with radii everywhere and hence no dead corners. The additive manufacture of the hot runner employing the 3D laser sintering process enables the complete manifold block, including all the threads, to be manufactured in one piece in a single operation. “No deflection elements have to be shrunk in, which could then leak,” Stephan Hatarik explains. In addition, 3D printing permits very close hole spacing and highly variable nozzle configurations.
Small but very complex DIY-store article
It became clear during the 3D design process for the mould already that the space problem could be solved with the aid of the 3D-printed manifold. The demanding gate for the relatively small, complex article prompted HASCO to additionally conduct a Moldex filling simulation, or flow analysis – a service that HASCO generally offers its customers free of charge. This simulation resulted in the gating point being moved by a number of millimetres prior to the manufacture of the mould so as to avoid air inclusions.
Roman Möhs was pleased that the delivery time for the individually designed and manufactured 8-cavity Streamrunner with its modified screw-in 20 mm Techni Shot nozzles was only slightly longer. “We can easily recover the slightly higher costs by using the smaller machine.” He was delighted about the HASCO innovations, which enabled the entire project to be carried out and handled without any problems. The fact that the nozzle tips and the heating can be installed from the parting plane also proved to be a great help, since this facilitates maintenance.
The mould has moving parts on the ejector side. The DLC (Diamond-Like Carbon) coating on the slideways reduces the coefficients of friction and permits a considerably longer mould life without separate lubrication.
Even though the current project is an article for DIY stores, the absence of lubrication is important for elm-plastic because the machines are operated primarily in a clean-room environment for the production of medical devices. All the injection moulding machines at elm-plastics have all-electric drives.
Faring well in the crisis with medical devices
Since elm-plastic produces mainly products for eminent international pharmacists and contract fillers working for the pharmaceutical industry, the Eifel-based company has not suffered any significant loss of sales during the corona crisis.
“Our product range primarily comprises pharmaceutical packaging materials and dosage aids for human and veterinary preparations. Apart from disposable syringes, this also includes products such as pipettes, applicators and injectors in a wide range of designs, dosage aids, perforated screw caps, pipette wipers and a great deal more,” explains Roman Möhs.
During the corona crisis, additional orders have been received, even from the USA, for items including measuring beakers and a wide variety of pipettes.
The positive experience obtained with these projects is the reason for elm-plastic “to continue working together closely with HASCO” says Roman Mohs.
For elm-plastic, is it a huge advantage that all HASCO’s standard components can be supplied from stock and that replacements are available without any problems in the event of a failure. “If we order a replacement part in the online shop, it’s there within 24 hours”. We can’t even produce a replacement part ourselves that quickly,” adds Roman Möhs. And the restructured hot runner zone in the HASCO online portal has also had a large amount of information added to it. One feature is the new, intuitive enquiry form which can be used to request hot runner systems in a straightforward and time-saving manner.
With more than 100,000 products, HASCO is a full-range supplier for tool and mouldmaking and supplies its customers with everything from a single source. A modular standard-component range, perfectly tailored to customer requirements, and individual hot runner solutions provide a reliable basis for high-quality moulds and hence sustainable competitiveness.