

Special Twin Coin Punch Tool Achieves Chamfer Diameter and Location Specs, Greatly Reduces Costs
Special tool based on Cogsdill recessing head design used a coining arbor to punch the hole and chamfer in the bottom of the reservoir in their master cylinders. The tool fed into the bore and then was offset, which caused the punch to make contact with the surface. They could only manufacture one punched hole at a time. The method by which the tool was offset caused deflection problems, especially with the punched hole closest to the bottom of the bore. This particular tool was directly responsible for their high scrap rate. The parts had a Ppk requirement of 2.0 or higher. The coining arbor could not consistently meet the requirement.
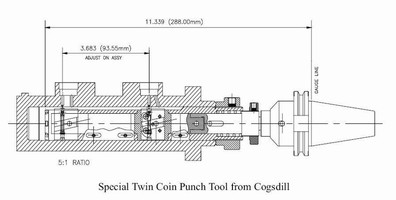
Cogsdill designed a special tool for this difficult application using our automatic recessing head technology. The tool has a slipper and tool slide which actuate the two punches. Hard nylon support pads prevent marking of the bore surface. (The coin punch tool performs one of the last operations, therefore the tool cannot mark the finished ID.)
Results of a capability study confirmed the success of the tool design and the superior performance of the tool. The average punch location had a Ppk of 2.51. Chamfer diameter had a Ppk of 1.93, slightly under the 2.0 requirement, due to a chip problem in the flange mounting holes. (The chip problem was NOT attributed to our tool; had the problem not existed, our tool would have performed well over the 2.0 Ppk standard.)
The customer is excited about the results. Their scrap rate was formerly about
10%; with the use of Cogsdill's coining tool, the scrap rate is virtually zero. They will use Cogsdill coining tools in new applications currently in development.
Cogsdill Tool Products offers a wide array of standard tooling and a broad range of solutions for burnishing including: Standard Roll-a-Finish tools for IDs and ODs; Special designs for tapers, faces and contours; Single-roll and diamond tools for ODs, large IDs, faces, tapers, contours, and irregular surfaces; CX external burnishing machines for shafts or cylindrical surfaces of any length. Parts are sized, finished, and work-hardened in seconds! Refer to our catalog no. 500, Burnishing Tools and Machines, for more information.
In 1914 Stuart A. Cogsdill set up shop in Detroit as a cutting tool regrinding and repair service. He soon began designing and manufacturing special tools for early automotive pioneers such as Henry Ford and the Dodge brothers. Today Cogsdill Tool still offers its 21st century customers the same commitment that inspired its founder: We will develop and build innovative tooling solutions for your tough manufacturing problems. Cogsdill has two operating units, one in the United
States and one in the United Kingdom:
Contacts:
Public Relations:
Fred Ogburn Corporate Communications Manager, USA
(803)438-4000 ext 218 fogburn@cogsdill.com
Company Information:
Name: Cogsdill Tool Products, Inc.
Address: P.O. Box 7007-TR
City: Camden
State: SC
ZIP: 29020 7007
Country: USA
Phone: 803-438-4000
FAX: 803-438-5263
http://www.cogsdill.com


