Medium Roughing Inserts cut stainless steels.
Press Release Summary:
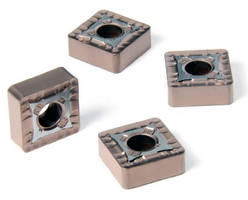
Suitable for wide range of workpiece materials, but optimized for stainless steels, Beyond™ MR Inserts feature unique geometry that maximizes smooth cutting and chip flow. Geometry of chip step is designed in continuous curve so that alternating stresses are reduced and uniform chip forming occurs. High positive rake angle works with smoothly curved cutting edge to reduce cutting forces. In addition, inserts have formed-in coolant channels that efficiently deliver flood coolant to cutting edge.
Original Press Release:
New BeyondTM Medium Roughing Geometry Insert for Stainless Steel
Unique geometry maximizes smooth cutting and chip flow, minimizes stress
New Beyond MR (medium roughing) inserts from Kennametal a “synergy of geometry and grade,” with smooth cutting action and higher wear resistance among the results.
Tools, it is said, are extensions of man’s ability to work, therefore those that create tools extend the benefits of mankind. With 75-plus years of history making, creating, and further refining tools, Kennametal again adds to the ability of manufacturing customers around the world to further their productivity with the new Beyond™ Medium Roughing (MR) geometry for turning.
Turning more parts per shift or extending tool life is a common “either-or” tradeoff throughout the world’s shop floors. Suitable for a wide range of workpiece materials, but ideal for stainless steels, Kennametal’s new Beyond MR inserts are a product of ongoing design leadership, engineering, materials science, and manufacturing that delivers a perfect combination of smooth cutting action and stable edge performance. Faster cycle times and long tool life are the results.
“It’s a synergy of geometry and grade that results in higher wear resistance and smoother chip flow,” says Dr. Igor Kaufmann, senior manager, product engineering, RD&E at Kennametal. Double-sided indexable inserts commonly feature four cutting edges per side with cutting edges facing away from each other. A chip step consisting of an inlet region and an outlet region usually separates each cutting edge. While these chip steps help to control chip flow and cutting action, the commonly fluted design of incremental inlet and outlet regions tend to be an area of concentrated stresses during cutting, shortening tool life.
The uniqueness of Beyond MR is based in part on designing the geometry of the chip step in a continuous curve so that alternating stresses are reduced. The radius of curvature of the chip step surface is initially very large, becoming appreciably smaller, constituting the inlet region of the chip step, Kaufmann explains. From the lowest point of the chip step, the small radius of curvature grows larger, constituting the outlet region. As the surface of the chip step always has a curve, uniform chip forming occurs. Chips tend to deform continuously within the chip step, minimizing the friction of the chip on the tool face.
Rake angle, the incline of the top surface of the cutting edge that makes contact with the chip, also helps control the degree of cutting forces and cutting edge strength. The Beyond MR insert has a high positive rake angle that works with the smoothly curved cutting edge to reduce cutting forces and extend tool life. “In terms of chip flow, it’s like nothing ever seen before,” says Jan Andersson, senior product manager, turning products.
Indexable double sided inserts, though, subject as they are to high cutting forces, are commonly seen as less stable. Beyond MR’s rake profile without the points of load concentration results in an extremely stable insert body, despite the high positive rake. Even with high depth-of-cut applications, turning processes are safer and more stable, ensuring lower load on the machine tool and workpiece. Additionally, Beyond MR inserts also feature formed-in coolant channels that deliver flood coolant efficiently to the cutting edge. Improved heat control translates into smoother cutting and extended tool life.
“It’s truly been a question for generations of shops – more parts per hour or more parts per tool,” says Manuel Sedan, senior product manager, turning products at Kennametal. “Running faster may mean process problems with chip wrapping or longer setup times due to clearing chips from the machine. Plus the days of one man-one machine are long in the past. With one operator running a cell or any number of machines, greater predictability and performance with tools is an increasingly crucial component for success. Beyond MR is a truly exciting development that promises higher operating speeds, more pieces per shift, excellent chip control, and long tool life.”
Beyond MR is available in six grades, covering a complete range of applications for turning stainless. Grades are also available for steels and cast irons as well.
For more information, visit www.kennametal.com.
Kennametal
Celebrating its 75th year as an industrial technology leader, Kennametal Inc. delivers productivity to customers seeking peak performance in demanding environments. The company provides innovative wear-resistant products, application engineering and services backed by advanced material science, serving customers in 60 countries across diverse sectors of aerospace, earthworks, energy, industrial production, transportation and infrastructure. With approximately 14,000 employees and nearly $3 billion in sales, the company realizes half of its revenue from outside North America, and 40% globally from innovations introduced in the past five years. Recognized among the »World´s Most Ethical Companies» (Ethisphere); »Outstanding Corporate Innovator» (Product Development Management Association); and "America's Safest Companies" (EHS Today) with a focus on 100% safety, Kennametal and its foundation invest in technical education, industrial technologies and material science to deliver the promise of progress and economic prosperity to people everywhere. For more information, visit the company´s website at www.kennametal.com.
Kennametal Shared Services GmbH
Wehlauer Strasse 73
D-90766 Fuerth
Carsten GROMOLL
Phone: +49 911 9735 557
Fax: +49 911 9735 551
carsten.gromoll@kennametal.com