Cogsdill's ZXTM Bottle-¬Boring Tool Outperforms The Competition
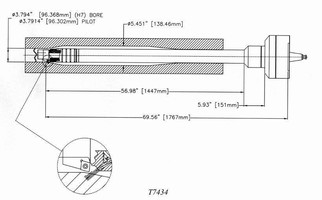
Better chip evacuation, cutting support, and surface finishes special Cogsdill ZXTM bottle¬boring tool was designed to machine a 5.451 in. (138.46mm) diameter cavity bore and conical blend tapers (21˚ and 11˚), leading into a 3.794 in. (96.37mm) flow bore. The customer was honing the flow (pilot) bore for size.Awork length of 49.430 in. (1255.52mm) was required in order to machine the 21˚ taper, but the most challenging feature was the absence of cross bores or cavities, so that there was only one exit point for chips: from the open end of the tubular part.
A competitor had previously sold this customer a ZX¬type tool for a similar application, with spring¬loaded carbide support pads for piloting. Their design had two deficiencies: coolant backwash directed stray chips into the tool body, causing galling, and the positioning of support pads 6.5 in. (165.1mm) away from the tool slide meant that the pads failed to provide the necessary support to prevent tool chatter. Surface finishes were therefore unacceptable, with manual lapping required on most parts.
Cogsdill designed a special ZX bottle¬boring tool with a stationary pilot for enhanced stability. The pilot assembly features four needle bearings in the I.D., allowing for tool rotation, and for five O¬ring seals designed to keep coolant and chips away from the tool body. The pilot on the tool is positioned only 2.0 in. (50.8mm) away from the tool slide. The pilot diameter is .0026 in. (0.07mm) smaller than the 3.794 in. (96.37mm) bore diameter, thereby providing adequate support and ensuring superior surface finish.
A3.701 in. (94mm) diameter drill tube was used in place of our standard extensions to provide maximum coolant flow to the cut area. The tool block housing was specially designed for directed coolant flow, flushing chips toward the open end of the tubular part. (Due to the length of the bore, machine coolant pressure and volume were insufficient to wash away all chips; the tool had to be withdrawn after every two machining passes (.058 in./1.47mm deep) in order to clear all chips from the bore.)
Cogsdill's ZXtool design outperformed the competition in this difficult bottle¬boring application.
Cogsdill Tool Products offers a wide array of standard tooling and a broad range of solutions for burnishing including: Standard Roll-a-Finish tools for IDs and ODs; Special designs for tapers, faces and contours; Single-roll and diamond tools for ODs, large IDs, faces, tapers, contours, and irregular surfaces; CX external burnishing machines for shafts or cylindrical surfaces of any length. Parts are sized, finished, and work-hardened in seconds! Refer to our catalog no. 500, Burnishing Tools and Machines, for more information.
In 1914 Stuart A. Cogsdill set up shop in Detroit as a cutting tool regrinding and repair service. He soon began designing and manufacturing special tools for early automotive pioneers such as Henry Ford and the Dodge brothers. Today Cogsdill Tool still offers its 21st century customers the same commitment that inspired its founder: We will develop and build innovative tooling solutions for your tough manufacturing problems. Cogsdill has two operating units, one in the United
States and one in the United Kingdom:
Application data
Machine type Horizontal table¬type boring mill
Material type L¬80 type 13CR low carbon steel
Tool type Cogsdill ZX bottle¬boring tool
Spindle speed 250 RPM (finishing) 225 RPM (roughing),
Feed rate .005 IPR/0.13mm/rev (finishing) .012 IPR/0.31mm/rev (roughing)
Cycle time N/A
Coolant Semi¬synthetic (at 3.31BAR)
Size required 5.451 ± .015 in. (138.46 ± 0.38mm)
bore with tapers each end
Size achieved 5.451 ± .001 in. (138.46 ± .025mm)
Finish required 64 Ra
Finish achieved Better than required
Contacts:
Public Relations:
Fred Ogburn Corporate Communications Manager, USA
(803)438-4000 ext 218 fogburn@cogsdill.com
Company Information:
Name: Cogsdill Tool Products, Inc.
Address: P.O. Box 7007-TR
City: Camden
State: SC
ZIP: 29020 7007
Country: USA
Phone: 803-438-4000
FAX: 803-438-5263
http://www.cogsdill.com