Solvent Recycler replaces drum and haul services.
Resolv-R2 Model 90DIGIT standalone automated system provides solvent distilling cycle driven by 8-bit microprocessor. It can process 24 gal of solvent within 4-6 hours and recover 99.9% of reuseable solvent, which ensures compliance with EPA standards. On-board digital controller handles system diagnostics and provides alerts when operational maintenance is required. 90DIGIT measures 35 x 43 x 67...
Read More »
Coalescer eliminates need for oil skimmers.
Coolescer(TM) Coolant Refresher takes place of skimmer and aeration system in portable package. Self-contained system removes tramp and hard-to-pick-up grey oils from machine tool coolant sumps, helping to elminate coolant odor. It pumps top Ã-¼ in. layer of coolant and oil through coalescing cartridge where oil is separated from coolant and removed via oil discharge valve. Cleaned coolant is...
Read More »
Coolant Recovery System helps reduce endotoxins.
Pioneer integrated on-site coolant recovery system includes disc centrifugation and flash pasteurization to end rancidity, coolant odor, and dermatitis caused by coolant contact. Reduction of bacteria in coolants helps prevent development of endotoxins. Unit removes solids to 1 micron and tramp oil to 0.25%, and processes water-soluble and semi-synthetic coolants. It can return 95% of recoverable...
Read More »
Refrigerant Purger helps maintain chiller efficiency.
Model HPP-3 provides non-condensable purging from high-pressure refrigerant system applications in commercial chillers and large tonnage, industrial process cooling chillers. Explosion-proof models are available for applications requiring hazardous area environment control enclosures.
Read More »
3-axis vs. 5-axis
Our latest Ebook breaks down the difference between 3-axis and 5-axis CMM measurement methods.
Read More »
Switches control level of refrigerant recovery tanks.
The 80% Shut-Off Switches meet UL requirements for Refrigerant Recovery Equipment and are specified to meet dimensions of recovery tank manufacturer. They offer pressure rating to 400 psig and are standard for 30 and 50 lb DOT refrigerant tanks. UL endurance tests have been performed at 120/60, 240/60, 24/60, 5 Vdc, 12 Vdc and 24 Vdc.
Read More »
Solvent Recycler Series offers fully automatic operation.
Available in 37, 53, and 105 gal sizes, RESOLV-R2Ã-® ECO series is built to meet Class 1 Division 1 Group D Explosion Proof code requirements. Each model includes automatic cycle and is controlled by 8-bit processor. Reclaiming equipment consists of primary evaporation tank connected by rotating joints to secondary unit where solvent vapor is condensed. Waste solvent is automatically loaded,...
Read More »Purge Units remove CFCs with high efficiency.
Redi-Purge(TM) Models PRG-11/123-C3 and PRG-113-C3, for low-pressure centrifugal chillers, obtain .59 lb CFC per lb air emission. Carbon Emission Collection Canister reaches .0049 lb CFC per lb air, and Cryoline Emission Collection Canister reaches .00040 lb CFC per lb air. Refrigerant charge does not have to be pulled for installation. Microprocessor controller learns chiller needs and operates...
Read More »Ventilator provides airflow up to 20,000 cfm.
Pre-engineered APEX Energy Recovery Ventilator offers supplemental cooling and heating options to condition 100% of outdoor air to desired temperature and humidity for summer and winter operation. It saves 3-4 tons of cooling per 1,000 cfm of outdoor air in most climates. Unit is factory-wired and easy to install. Range of options and accessories are available.
Read More »
Wastewater Chamber offers alternative to leach fields.
Narrow EnviroChamber is made from HPDE with open bottom, solid top, and louvered sidewalls. Effective infiltrative area is more than 50% greater than stone and pipe leach field system. Sidewall has louvers to help prevent soil intrusion and allow more oxygen transfer through soil. Snap on end plate eliminates need for screws and power tools. Strong and lightweight HDPE material means no heavy...
Read More »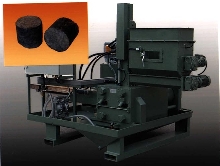
Conveyor And Briquetter recover separated coolent.
ConSep 2000Ã-® II combination, single-platform chip conveyor/coolant separator removes chips and contaminates to 50 micron level. Features include self-cleaning backwash filter system, and cleaner for particulate removal to 10-15 nominal micron level. FastPac(TM) Briquetter processes 110 to 6,614 lbs of metal chips per hour (depending on model) and transforms material into dense, dry...
Read More »
Oilfield Improvements® Wheeled Rod Guide® Couplings Celebrate 35th Anniversary
For over 35 years our Wheeled Rod Guide Couplings, have been at work in oil fields across the globe. Our products are engineered to extend the service life of sucker rods and tubing, delivering cutting-edge innovation that enhances oilfield operation, maximizes output, and enhancing overall operations. To learn about the advantages of using Wheeled Rod Guide Couplings in your wells, see our video.
Read More »