Piston Jack Pump suits refinery groundwater remediation.
Suitable for low-flow, bottom intake recovery applications, AnchorÃ-® Pump 101E operates consistently, whether pumping action is clean or dirty. Its positive displacement action resists slowdown or stoppage in sticky and oily applications. Pump includes electric drive mechanism positioned at top of well. It removes water and product from well casings with diameters of 2 in. or greater to...
Read More »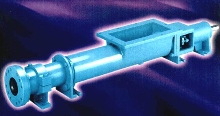
Progressing Cavity Pump offers open throat configuration.
MoynoÃ-® 1000 pump, equipped with large suction hopper, transfers viscous materials from its auger assembly to rotor-stator pumping elements. It offers hardened, sealed, and lubricated, pin-type universal joints; flow rates to 325 gpm; and pressure capabilities to 225 psi. Able to pass particles up to 1.1 in. in diameter, pump offers abrasion resistance and volumetric and mechanical...
Read More »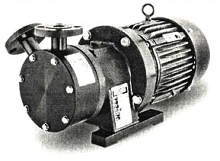
Turbine Pumps handle harsh chemicals.
GRT Series non-metallic regenerative turbine pumps are suitable for low flow/high head applications, including filtration, mixing, injection, and recirculation. Machined from solid block polypropylene or PVDF, pumps are able to handle sulfuric acid, ferric chloride, caustic soda, and sodium hypochlorite. All wear parts are made of 99.7% pure alumina ceramic, for resistance to wear and chemical...
Read More »Pumps comply with U.N. standards.
GoatThroat(TM) pumps release pressures in excess of 15 psi through their pressure relief system. Able to be safely used with U.N. classified Dangerous Goods Drums, pumps have working pressure of 1 to 5 psi and produce consistent flow rates of 5 gal per min. Hand-operated pumps, safe for use with 600+ liquids, pressurize any container from 2-gal jugs to 55-gal drums. Applications include...
Read More »
How to Select a Rubber Compounding & Mixing Supplier
To learn more about rubber compounding and mixing, and how experienced manufacturers like AirBoss can meet your needs, download this whitepaper now.
Read More »
Pump suits tough sump applications.
Pitbull Pump is made up of pressure chamber and 2 check valves with remote control panel. It is based on compressed air piston acting directly on surface of liquid being pumped. Liquid is directed into chamber, pressurized, and discharged with air/liquid interface maintained through process to eliminate need for diaphragm or bladder. Pump cycling is automatic so it stops when no liquid is...
Read More »
Gear Pump suits heat transfer fluid applications.
Series 5500 combines magnetic drive and cavity-style technology with ball bearing design. Suitable for dielectric fluids like Fluorinert(TM), pump includes open ball bearing that stabilizes position of gears, minimizing friction. Magnetic drive and O-ring seals keep fluid securely inside pump for leak-free operation. Maximum performance is 21 L/min at 1750 rpm and 45 psi.
Read More »
Chemical Feed Systems are custom built for CPI applications.
Built with metering pumps, tanks, portable mixers, and control panels, feed systems are fully piped, wired and tested. Piping is available in all materials, threaded or welded. Systems are packaged with tanks on board and include space for semi-bulk containers or totes. Users also have option to use external bulk containers or totes. Feed systems can be configured for feed rates from 0.02 through...
Read More »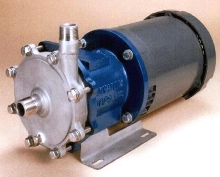
Centrifugal Pumps suit low-flow, low-head applications.
Magnatex-® MMP Series magnetically driven, sealless pumps provide leak-free pumping of flows to 20 gpm, heads to 90 ft, and pressures to 85 psig. Heavy-duty pumps utilize straddle bearing design, and are furnished with shaft, thrust ring sleeves, and bushings made of Beta-sintered Silicon Carbide material. Shaft is stationary and suction/discharge ports are male NPT. Models are offered in 316 SS...
Read More »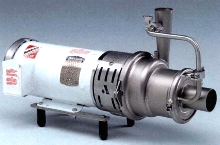
Self-Priming Pump suits food and beverage industries.
Model Ws+ with flexible diameter impeller settings allows users to set flow and pressure levels up to 396 gpm and 200 ft, respectively. Suitable for hygienic applications, it is approved to 3A sanitary standards. Standard hydraulic pump comes with 1 mechanical seal made of silicon carbide/carbon. Double mechanical flushed seal and silicon carbide/silicon carbide seal faces are also available.
Read More »
Grease Pumps target harsh applications.
RAM reciprocating grease pumps have double acting downtubes and provide 4.5 gpm grease delivery. Powered by RAM air-operated 3 in. dia spool valve motor, they provide constant grease flow on both upstroke and downstroke. Pumps produce 50:1 material-to-air pressure ratio. Air inlet is 1/4 in. female, and material outlet is 3/8 in. female. Units are available in portable, drum, and bulk dispensing...
Read More »
Sentry Equipment Introduces New Compact Hygienic Automatic Sampler
As a leader in industrial sampling equipment at Sentry Equipment, our success is built on a history of innovation and designs that epitomize value and efficiency. The new Hygienic Automatic Sampler is another example of our dedication to developing quality engineered products. To learn how this product can streamline the sampling process for dry, free-flowing materials, see our new video.
Read More »