Bosch Introduces GMP-Compliant Freeze Dryer with Harmonized Interfaces for Efficient Processes
Press Release Summary:
New Freeze Dryer from Bosch features a lyophilization system to stabilize thermolabile and delicate active ingredients. Units provide reliable stabilization of pharmaceuticals, optimum shelf design, and high flexibility. Applications include production of small (clinical trials), medium, and large batches. Sublimation method of extracting water helps extend shelf life. Laser-wielded shelves ensure controlled, automated, and reproducible manufacturing process. Thin sheets used in the shelves provide homogenous temperature distribution. Different container sizes and formats ensure optimal space usage.
Original Press Release:
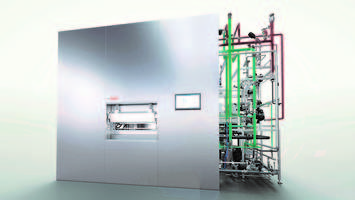
Premiere at Achema: New Freeze Dryer from Bosch
Modular design for flexible output rates
- Optimal shelf design ensures uniform temperatures and rapid cleaning due to a patented tilting shelf mechanism
- Variable container size thanks to double shelf interdistance
- Harmonized interfaces for upstream and downstream line components provide efficient processes
Ternitz / Frankfurt, Germany – At Achema 2018, Bosch Packaging Technology presents its newly developed freeze dryer. The lyophilization system can be used to stabilize thermolabile and delicate active ingredients, like oncological medications, vaccines or antibodies. The system, which was developed at the company’s Austrian subsidiary Schoeller-Bleckmann Medizintechnik (SBM), rounds out Bosch’s portfolio for pharmaceutical liquids. “Short time-to-market, high quality and cost efficiency are key for pharmaceutical manufacturers. Our new freeze dryer is not only energy efficient, but also offers short cycle times together with reliable product quality in large batches,” explains Annabel Madero, product manager at SBM. Its modular design makes the GMP-compliant freeze dryer suitable for the production of small batches for clinical trials, as well as for medium and large production batches.
Reliable stabilization of pharmaceuticals
During the freeze drying process, water is extracted from the drugs by means of sublimation without affecting its properties. Depending on the individual product, the shelf life can be extended many times over. The dry, porous lyo cake can be quickly and easily reconstituted shortly before use by adding sterile water. “Compared to powder filling, liquid filling is significantly more precise, and achieves more exact dosing,” Madero says.
Optimum shelf design
“During the development of the system, we attached particular importance to optimum space design to make processing and cleaning times as effective as possible. At the same time, energy efficiency was also a high priority,” Madero explains. As a result, the shelves were produced using laser welding technology, which ensures a 100 percent controlled, automated and reproducible manufacturing process. This in turn is essential for consistent and reliable product quality. Moreover, by using thinner sheets, the weight of the shelves has been significantly reduced compared to alternative production processes. Thanks to this weight reduction, less mass has to be cooled and heated, which has a positive effect on energy consumption. “With such large temperature differences, every gram counts,” Madero says.
Another advantage of the system is the homogenous temperature distribution in the shelves. The internal channeling and flow velocity were optimized on the especially developed test bed to ensure consistent heat exchange. “This means that all containers in the freeze dryer are exposed to the same temperature. This offers customers optimal cycles with consistent product quality,” says Madero. The tilting shelves ensure rapid cleaning: the slight tilt enables water droplets to quickly drain from the surface, shortening the cleaning and drying time. The tilt angle also improves the performance of the CIP nozzles, reducing water consumption.
High flexibility
The new freeze dryer is designed so that customers can use different container sizes and formats. “The distance between the shelves can be varied. Thanks to our patented Double Shelf Interdistance technology, customers are able to switch between single or double shelf spacing to avoid wasting space. This means that the space in the freeze dryer is always optimally used – whether tall or small vessels are employed.” To respond quickly to customers’ individual layout requirements, the various components, such as the vacuum unit and the cooling system, have been divided into modules. “Due to the modular system, the freeze dryer can be adapted to fit the available space and customer requirements,” Madero adds.
The freeze dryer was developed based on the user-experience approach, taking know-how gained from customer projects and discussions with equipment producers and pharmaceutical manufacturers into account. The robust system meets Bosch’s high quality and safety standards and fits seamlessly into the company’s comprehensive pharma portfolio. The matching interfaces ensure rapid and seamless connection to the upstream filling machine with isolator technology, the downstream capping machine, inspection system and secondary packaging station. “Customers benefit from smooth processes with significantly reduced risk of downtimes,” Madero says. “What’s more, standardized control and documentation, as well as rapid validation shortens time-to-market.” Bosch’s offer is rounded off by the global service network, which offers customers quick support with maintenance and process optimization all over the world.
Bosch Packaging Technology at Achema: hall 3.1, booth C71
Press photo: #1361914, #1361915
Contact:
Annabel Madero
phone: +43 2630 312 211
Contact person for press inquiries:
Nicole Koenig,
phone: +49 7951 402-648
Based in Waiblingen near Stuttgart, Germany, and employing 6,300 associates, the Bosch Packaging Technology division is one of the leading suppliers of process and packaging technology. At over 30 locations in more than 15 countries worldwide, a highly-qualified workforce develops and produces complete solutions for the pharmaceuticals, food, and confectionery industries. These solutions are complemented by a comprehensive after-sales service portfolio. A global service and sales network provides customers with local points of contact.
More information is available online at www.boschpackaging.com
The Bosch Group is a leading global supplier of technology and services. It employs roughly 402,000 associates worldwide (as of December 31, 2017). The company generated sales of 78.1 billion euros in 2017. Its operations are divided into four business sectors: Mobility Solutions, Industrial Technology, Consumer Goods, and Energy and Building Technology. As a leading IoT company, Bosch offers innovative solutions for smart homes, smart cities, connected mobility, and connected manufacturing. It uses its expertise in sensor technology, software, and services, as well as its own IoT cloud, to offer its customers connected, crossdomain solutions from a single source. The Bosch Group’s strategic objective is to deliver innovations for a connected life. Bosch improves quality of life worldwide with products and services that are innovative and spark enthusiasm. In short, Bosch creates technology that is “Invented for life.” The Bosch Group comprises Robert Bosch GmbH and its roughly 440 subsidiary and regional companies in 60 countries. Including sales and service partners, Bosch’s global manufacturing, engineering, and sales network covers nearly every country in the world. The basis for the company’s future growth is its innovative strength. At 125 locations across the globe, Bosch employs some 64,500 associates in research and development.
Additional information is available online at www.bosch.com, iot.bosch.com, www.boschpress.com, http://twitter.com/BoschPresse..