Automated Optical Inspection Software offers image verification.
Press Release Summary:
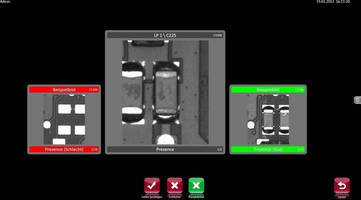
AOI software, vVision, provides verification station (vVerify) that allows defect images and features to be displayed. Inspection results are verified, and conclusive good/bad evaluation is made. Inspection data can be also used for various evaluations, including statistical process control. With vVerify, configuration of displayed information with respect to selection and positioning of additional images can be completely individualized. Each operator can design unique classification station.
Original Press Release:
Viscom Presents the New Verification Station for vVision with vVerify
Hanover - SMT 2012, Hall/Stand 7-211- Viscom AG, the European market leader for automatic optical inspection systems, will introduce the new verification station for the AOI software vVision in Stand 7-211 at the upcoming SMT show in Nuremberg, Germany. With this new software, the AOI inspection results are classified with exceptional ease and convenience. The verification station allows defect images and features to be displayed. Inspection results from the AOI are verified here and a conclusive good/bad evaluation is made. At the same time, the inspection data can be used for various evaluations, including statistical process control (SPI). Viscom has now extended the VVision portfolio with a new classification station. With vVerify, configuration of the displayed information regarding selection and positioning of the additional images can be completely individualized. This gives each operator the ability to design his or her "own" classification station, making verification of the inspection results even easier and more convenient. The verification is conducted in a familiar, optimized procedure. In most cases, a data matrix code or a barcode has been affixed to each printed circuit board and is read by an external scanner or the AOI camera. These image and results data are then transferred to a verification station (vVerify). The color overview images make orientation much easier. 95 percent of defects can be directly classified with the defect image transferred from the AOI system, without reference to the actual board. In the ValidCompareMode, a previously validated good image is offered for comparison to each defect image recognized by the AOI system. This good/bad image comparison eases defect evaluation considerably, especially for the semi-skilled operator. Further, the defect location and additional information can be displayed on a second monitor or through the shift key. The confirmations can then be evaluated to ascertain defect rates in case process fluctuations or component variance give rise to too many false calls. To accomplish this, the SPC statistical evaluation delivers corresponding diagrams from which the starting points for a program optimization can be derived.